
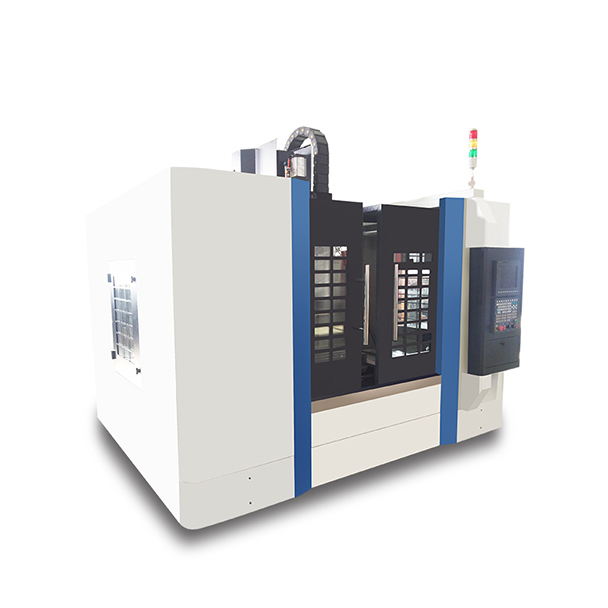


vmc1060 කර්මාන්තශාලා ලෝහ 3 අක්ෂය සිරස් cnc ඇඹරුම් යන්ත්ර මධ්යස්ථානය
වාසිය
1. විකල්ප CNC හැරවුම් ටේබල් හතර-අක්ෂ සහ පස්-අක්ෂ ඛණ්ඩාංක සම්බන්ධක සැකසුම් සෑදිය හැක.
2. අභ්යන්තර පිරිසිදුකම සහතික කිරීම සඳහා ඇඳ ව්යුහය සමඟ විකල්ප ස්වයංක්රීය චිප් ඉවත් කිරීමේ උපකරණය;විකල්ප ස්පින්ඩල් ඔයිල් සිසිලනය, ආදිය.
3. ද්රව්යයේ අවශේෂ ආතතිය ඉවත් කිරීම සඳහා වාත්තු කිරීම වයස්ගත ප්රතිකාර දෙකක් සිදු කරයි.
4. X, Y, Z-දිශා මඟපෙන්වන්නන්ට තායිවානයේ අධික බර රේඛීය බෝල මාර්ගෝපදේශ තෝරා ගත හැකි අතර, ඒවා වේගවත් වේගය, ඉහළ දෘඪතාව සහ යනාදී ලක්ෂණ ඇත.

පිරිවිතර
| අයිතමය | VMC1060 | ||||
| වැඩ මේසයේ විශාලත්වය (දිග × පළල) මි.මී | 1300×600 | ||||
| ටී ස්ලට් (මි.මී.) | 5-18×100 | ||||
| වැඩ මේසය මත උපරිම පැටවීමේ බර (KG) | 650 | ||||
| X-Axis travel(mm) | 1000 | ||||
| Y-අක්ෂ ගමන්(මි.මී.) | 600 | ||||
| Z-Axis ගමන්(මි.මී.) | 600 | ||||
| ස්පින්ඩල් නාසය සහ මේසය අතර දුර (මි.මී.) | 100-700 කි | ||||
| ස්පින්ඩල් මධ්යස්ථානය සහ තීරුව අතර දුර (මි.මී.) | 667 | ||||
| Spindle taper | BT40/50 | ||||
| උපරිම.දඟර වේගය (rpm) | 8000/10000/12000 | ||||
| ස්පින්ඩල් මෝටර් බලය (Kw) | 11/15 | ||||
| වේගවත් පෝෂණ වේගය: X,Y,Z අක්ෂය (m/min) | 16/16/16 (24/24/24 ලයිනර් මාර්ගෝපදේශය) | ||||
| වේගවත් කැපුම් වේගය (m/min) | 10 | ||||
| ස්ථානීය නිරවද්යතාවය (මි.මී.) | ± 0.005 | ||||
| නැවත නැවත ස්ථානීය නිරවද්යතාවය (මි.මී.) | ± 0.003 | ||||
| ස්වයංක්රීය මෙවලම් මාරු කිරීමේ වර්ගය | මෙවලම් 16 හිස වර්ගයේ මෙවලම් වෙනස් කරන්නා (විකල්ප 24 අත් වර්ගයේ ස්වයංක්රීය මෙවලම් වෙනස් කරන්නා) | ||||
| උපරිම.මෙවලම් දිග (මි.මී.) | 300 | ||||
| උපරිම.මෙවලම් විෂ්කම්භය | Φ80(යාබද මෙවලම)/φ150(යාබද මෙවලම නොවේ) | ||||
| උපරිම මෙවලම් බර (KG) | 8 | ||||
| මෙවලම් වෙනස් කිරීමේ කාලය (මෙවලම-මෙවලම්) තත්පර | 7 | ||||
| වායු පීඩනය (Mpa) | 0.6 | ||||
| යන්ත්ර බර (KG) | 7500 | ||||
| සමස්ත ප්රමාණය (මි.මී.) | 3340*2800*2700 | ||||
ඇයි අපිව තෝරගන්නේ
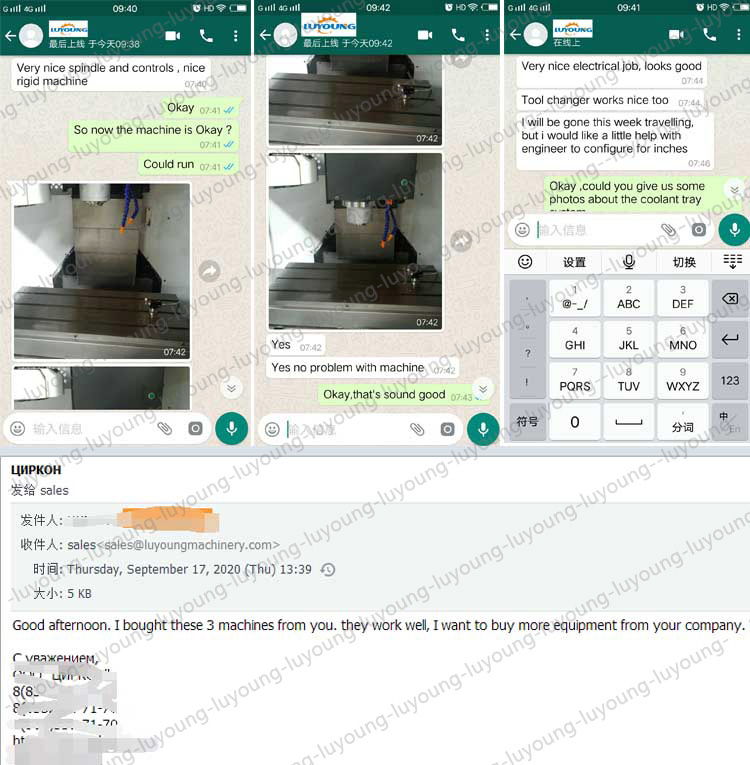
අපට පාරිභෝගිකයින්ගෙන් හොඳ ප්රතිපෝෂණ රාශියක් ලැබේ, උදාහරණයක් ලෙස:
ඉතා හොඳ දඟර සහ පාලනය, ලස්සන දෘඩ යන්ත්රය.ඉතා ලස්සන විදුලි රැකියාවක්, හොඳ පෙනුමක්.
මෙවලම් මාරු කරන්නා ද හොඳින් ක්රියා කරයි.
මම ඔබෙන් යන්ත්ර 3ක් මිලදී ගත්තා.ඔවුන් හොඳින් ක්රියා කරයි, මට ඔබේ සමාගමෙන් තවත් උපකරණ මිලදී ගැනීමට අවශ්යයි.
යන්ත්ර පරීක්ෂාව
1. රේඛීය චලිත ස්ථානගත කිරීමේ නිරවද්යතාවය හඳුනා ගැනීම බරක් නොමැති තත්ත්වයන් යටතේ සිදු කළ යුතු අතර, ලේසර් මැනීම පවතිනු ඇත.
2. රේඛීය චලිතයේ පුනරාවර්තන ස්ථානගත කිරීමේ නිරවද්යතාවය හඳුනා ගැනීම, හඳුනා ගැනීම සඳහා භාවිතා කරන උපකරණය ස්ථානගත කිරීමේ නිරවද්යතාවය හඳුනා ගැනීමට භාවිතා කරන උපකරණයට සමාන වේ.
3. රේඛීය චලිතයේ මූලාරම්භයේ ආපසු පැමිණීමේ නිරවද්යතාවය හඳුනා ගැනීම.
4. රේඛීය චලිතයේ ප්රතිලෝම දෝෂ හඳුනාගැනීම ආඝාතයේ මධ්ය ලක්ෂ්යය සහ අන්ත දෙක අසල ස්ථාන තුනකදී (සාමාන්යයෙන් 7 වතාවක්) මනිනු ලබන අතර, එක් එක් ස්ථානයේ සාමාන්ය අගය ගණනය කරනු ලබන අතර, ලබාගත් සාමාන්ය අගයේ උපරිම අගය ප්රතිලෝම දෝෂ අගය.






